Product Description
Zhongtian electronic (ZT electronic) is a professional plastic product company since the year of 2003. With many years of experience, we are engaged to offer customer high performance industrial and engineering plastic products, parts or components.
| Production and Capicity | Custom CZPT fabrication, assembly, metal parts stamping |
| Injection Materials | ABS, PP, PC, POM, PA6 & PA66, PA+GF |
| Mould Injection Machine | 19 sets |
| Machine Tons, Min | 50 tons |
| Machine Tons, Max | 750 tons |
| Certificate or production standard | ISO9001:2015 |
| Service | Mould design, material recommendation, surface treatment, assembly, metal stamping |
| Surface treatment | Part deburring, powder coating, screen printing. |
| Packing | According to customer request in carton or tray |
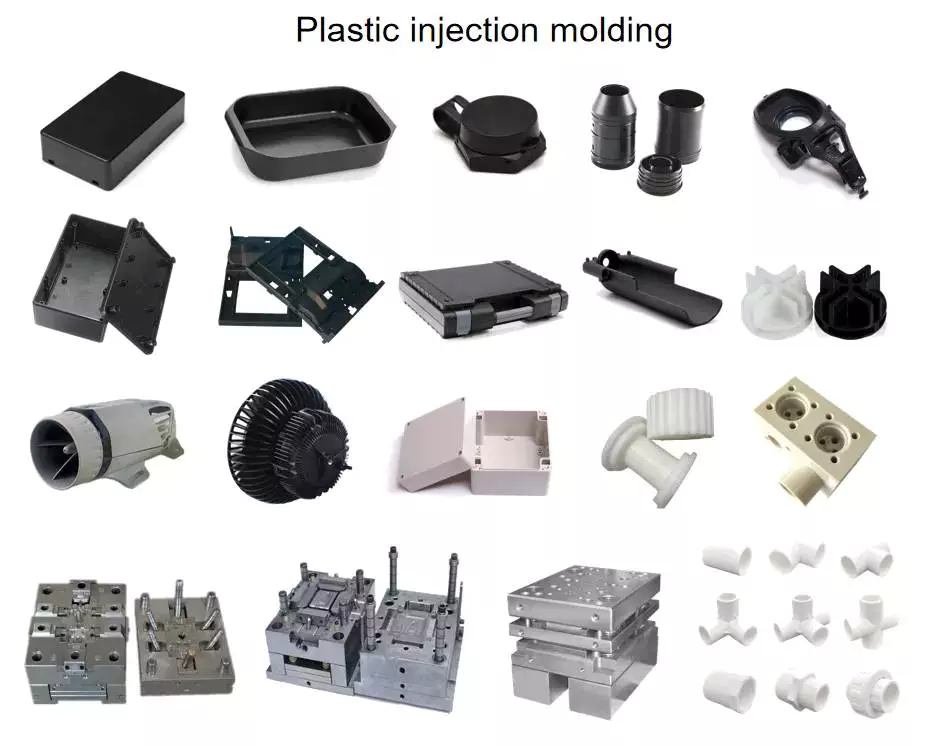
Plastic products and parts have become such a part of our daily life. In industry trade or daily life, they are such a versatile medium for component fabrication. ZT electronic parts are being utilized in a wide range of product applications.
As a custom plastic fabrication company, we utilize the latest technology in computerized equipment, dedicated engineers, and plastic fabrication professionals to consistently produce high quality molded injection and machined components found anywhere in the plastics fabricating industry.
Regardless of your product requirements, ZT electronic has the ability to fabricate plastics of any kind of shapes and sizes through a variety of specialty manufacturing operations.
Combine our rich experience in plastic and our engineers and technicians with modern production facility, we are striving to develop and custom fabricate the highest quality plastic components, on-time and within budget!
All videos and photos were taken in our own factory. Not beautiful but our real production site.
If you are looking for outstanding service from a custom plastic fabrication company with the knowledge and experience needed to meet your specific requirements, make sure to contact us. Let us put our plastic custom fabrication experience to work for you.
We are striving and hope to establish long-term relationship with satisfied customers.
We also have a metal parts workshop to meet some customer’s metal parts requirement.
Secondary Services and advantages:
ZT electronic provides a wide range of value-added secondary services to better service our customer’s needs. Some of our services include:
- Totally use high performance raw materials for production
- Assembled Components
- Can pressed-In or Inserts metal part or others
- Specialty Surface Finishes
- Lapping
- 3D printing for customer design testing
- Custom Packaging
- Several extra parts are free for customer
- Has a metal parts workshop to offer metal parts.
Please feel free to contact us and see how we assist you with your requirement.
Thank you for your interest!
FAQ
Q1: Are you a manufacturer or foreign trade company?
We are an professional plastic manufacturer established in 2003.
Q2: What do you need if we want a quote?
Kindly send us your 2D and 3D drawing or sample of your product. We also need to know other details such as materials, estimated Quantity, packing request and others.
Q3: How and we do we confirm sample?
First open mould. Once mould is ready, we will test for several times till get qualified samples. We will send you the samples by express for confirmation. Once confirmed, production will be done according to this standard.
Q4: How does the payment process work?
Our preferential payment terms is by T/T.
For mould: 50% in deposit, the balance based on sample available and confirmed.
For Production: 30% in deposit, the rest is based on B/L copy
Q5: How do I know about the production?
We will send you videos or pictures during order production from mould opening, sampling, testing, to bass production and packing, delivery.
| Material: | Plastic |
|---|---|
| Usage: | Home Refrigerator & Freezer |
| Parts: | Air Duct |
| Transport Package: | in Carton |
| Specification: | Molded |
| Trademark: | OEM |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Design Considerations for Injection Molded Parts
There are many factors to consider when designing a component for injection molding. These include design factors, materials, overhangs, and process. Understanding these factors will make it easier to choose the right part for the application. In this article, we’ll go over several of the most common design considerations.
Design factors
To get the best results from your injection molded parts, you must ensure that they meet certain design factors. These factors can help you achieve consistent parts and reduce cost. These guidelines can also help you to avoid common defects. One of the most common defects is warping, which is caused by the unintended warping of the part as it cools.
When designing injection molded parts, the draft angle is critical. Increasing the draft angle allows the part to emerge cleanly from the mold and reduces stress concentration. This can improve the part’s function and speed up the production process. In addition, it ensures a uniform surface finish. Incorrect draft angles can result in parts that are not functional and can cost you money. If your product team doesn’t pay attention to these design factors, they could end up destroying expensive molds and producing a high number of rejects.
Ribs are another design factor that should be taken into consideration. Rib height should be less than three times the thickness of the part’s wall. This will prevent sink marks and minimize the chances of the ribs sticking inside the mold.
Materials
There are many options when it comes to materials for injection molded parts. Choosing the right material will affect how well it performs in your particular application. If you need a large part to be flexible and sturdy, then a plastic with good flow properties will work best. Injection molded plastics come in a variety of different resins. Choose the one that best meets your application’s needs, considering its main functionality and the desired appearance. You may also want to choose a material that is UV resistant, heat resistant, flexible, and food safe.
Polymers that are suitable for injection molding include polycarbonate and polypropylene. These materials are flexible and strong, and can be used to create parts with high-level details. These materials are also lightweight and inexpensive. Despite being flexible, they are not suitable for high-stress applications.
During the molding process, the injected material must be cooled, otherwise it will expand again. This is why you need to keep the temperature of the mould at 80 degrees Celsius or less.
Process
Injection molding is the process of creating plastic parts. The plastic is melted in a mold and then forced to cool. It then solidifies into the desired shape. During the cooling process, the plastic can shrink, so it is important to pack the material tightly in the mold to prevent visible shrinkage. When the mold is completed, it cannot be opened until the required cooling time has passed. This time can be estimated based on the thermodynamic properties of plastic and the maximum wall thickness of the part.
The mold must be precisely designed and tested. The process can be repeated many times, which makes it ideal for mass production. It is also one of the fastest ways to scale production. The more parts a mold can produce, the lower its cost per piece. This is one of the benefits of injection molding.
Injection molding parts are used for many industries, including appliances, electronics, packaging, and medical devices. They can be made to have complicated shapes.
Overhangs
 Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.
Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.
The amount of material needed for an overhang is dependent on the shape of the part and the amount of surface area. Generally, an overhang is less than 15 percent of the cost of the part. Usually, the material used should be able to fulfill the overhang’s function and differentiate it from the material in the form flachen area.
Overhangs on injection molded parts should be avoided because they may cause the design to become unstable. To avoid this problem, consider designing your part so that the sides and edges are parallel to one another. This will help ensure that the part will be free of undercuts and overhangs.
Overhangs on injection molded parts can be avoided by ensuring that the parts are designed with tolerances in mind. For example, an overhang in an injection molded part can cause a mold to have an overhang that is too small for the machine. This can cause problems in the manufacturing process, and it can result in a costly mold.
Cost
Injection molding costs can vary depending on the complexity of the part, the size and the type of plastic. Parts with complex geometries may require additional design work and tooling. Larger parts can also cost more than small ones. The amount of time spent designing and producing them is also important.
To reduce the cost of injection molding, a manufacturer must consider two major factors: tooling and the material used. The plastic used for injection molding has several different properties, which will impact the part price. For instance, plastics with a lot of glass fibers will reduce the amount of time necessary to repair the mold. Another factor to consider is the thermal properties of the material.
The next major factor in the cost of injection molded parts is the material of the injection mold. While most of these molds are made of steel, the type and grade of steel used is important. Injection molds are also required to have nearly wear-free interior cavities. This is necessary to maintain tight tolerances.
Another factor that contributes to the cost of injection molded parts is the cost of bulk material. This material costs money and requires expensive electricity to process. Typically, the more parts you produce, the lower the cost per pound. Storage of bulk material is also a significant expense. Therefore, a quicker cycle time will reduce storage costs.
Reliability
While manufacturing involves some degree of variation, the variation should be within acceptable limits. This is essential if you want to produce high-quality, dimensionally stable parts. A reliable manufacturing process involves precise control over mold tooling and part design. It also requires repeatability in both quality and production processes.
A reliable injection molding process also focuses on detecting defects early in the production process. Invisible hazards, such as air pockets, mold materials compromised by overheating, and more, can lead to failure. These defects will most likely not be discovered by simple visual inspection and may not come to light until after warranty claims are filed from the field. By finding the defects in the early stages, manufacturers can maximize productivity and reduce costs by minimizing the number of replacement parts needed.
The process of building a custom mould for plastic components is highly skilled. A perfect mould will eliminate potential defects and ensure that the production process is reliable. Traditionally, this process relied on trial and error, which added time and money to the production process.
Design for manufacturability
 When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part.
When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part.
Injection molded parts do not typically undergo post-processing. However, the mold itself can be finished to various degrees. If the mold is rough, it can cause friction during the ejection process and require a larger draft angle. Detailed finishing procedures are outlined by the Society of Plastics Industry.
The process of designing injection molds is very exacting. Any errors in the mold design can lead to out-of-spec parts and costly repair. Therefore, the process of Design for Manufacturability (DFM) validation is a key step early in the injection molding process. Fictiv’s DFM feedback process can identify design challenges and provide early feedback to minimize lead times and improve quality.
The surface of an injection molded part can develop sink marks, which occur when the material has not fully solidified when it is ejected from the mold. Parts with thick walls or ribs are more prone to sinking. Another common defect in plastic injection molding is drag marks, which occur when walls scrape against one another during ejection. In addition to sink marks, parts with holes or exposed edges can form knit lines.

editor by CX 2023-06-09
China manufacturer Supplier ABS PP PC PA6 POM Custom Electronic Industrial Automobile Engineering Machine CNC Molding Injection Plastic Spare Part injection moulding electrical parts
Product Description
Zhongtian electronic (ZT electronic) is a professional plastic product company since the year of 2003. With many years of experience, we are engaged to offer customer high performance industrial and engineering plastic products, parts or components.
| Production and Capicity | Custom CZPT fabrication, assembly, metal parts stamping |
| Injection Materials | ABS, PP, PC, POM, PA6 & PA66, PA+GF |
| Mould Injection Machine | 19 sets |
| Machine Tons, Min | 50 tons |
| Machine Tons, Max | 750 tons |
| Certificate or production standard | ISO9001:2015 |
| Service | Mould design, material recommendation, surface treatment, assembly, metal stamping |
| Surface treatment | Part deburring, powder coating, screen printing. |
| Packing | According to customer request in carton or tray |
Plastic products and parts have become such a part of our daily life. In industry trade or daily life, they are such a versatile medium for component fabrication. ZT electronic parts are being utilized in a wide range of product applications.
As a custom plastic fabrication company, we utilize the latest technology in computerized equipment, dedicated engineers, and plastic fabrication professionals to consistently produce high quality molded injection and machined components found anywhere in the plastics fabricating industry.
Regardless of your product requirements, ZT electronic has the ability to fabricate plastics of any kind of shapes and sizes through a variety of specialty manufacturing operations.
Combine our rich experience in plastic and our engineers and technicians with modern production facility, we are striving to develop and custom fabricate the highest quality plastic components, on-time and within budget!
All videos and photos were taken in our own factory. Not beautiful but our real production site.
If you are looking for outstanding service from a custom plastic fabrication company with the knowledge and experience needed to meet your specific requirements, make sure to contact us. Let us put our plastic custom fabrication experience to work for you.
We are striving and hope to establish long-term relationship with satisfied customers.
We also have a metal parts workshop to meet some customer’s metal parts requirement.
Secondary Services and advantages:
ZT electronic provides a wide range of value-added secondary services to better service our customer’s needs. Some of our services include:
- Totally use high performance raw materials for production
- Assembled Components
- Can pressed-In or Inserts metal part or others
- Specialty Surface Finishes
- Lapping
- 3D printing for customer design testing
- Custom Packaging
- Several extra parts are free for customer
- Has a metal parts workshop to offer metal parts.
Please feel free to contact us and see how we assist you with your requirement.
Thank you for your interest!
FAQ
Q1: Are you a manufacturer or foreign trade company?
We are an professional plastic manufacturer established in 2003.
Q2: What do you need if we want a quote?
Kindly send us your 2D and 3D drawing or sample of your product. We also need to know other details such as materials, estimated Quantity, packing request and others.
Q3: How and we do we confirm sample?
First open mould. Once mould is ready, we will test for several times till get qualified samples. We will send you the samples by express for confirmation. Once confirmed, production will be done according to this standard.
Q4: How does the payment process work?
Our preferential payment terms is by T/T.
For mould: 50% in deposit, the balance based on sample available and confirmed.
For Production: 30% in deposit, the rest is based on B/L copy
Q5: How do I know about the production?
We will send you videos or pictures during order production from mould opening, sampling, testing, to bass production and packing, delivery.
| Material: | Plastic |
|---|---|
| Usage: | Home Refrigerator & Freezer |
| Parts: | Air Duct |
| Transport Package: | in Carton |
| Specification: | Molded |
| Trademark: | OEM |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Advantages of Injection Moulding
Whether you’re considering an injection molded part for your next project or need to replace an existing one, there are a few factors you should consider. These include design, surface finishes, tooling costs, and material compatibility. Understanding these factors can help you make the right decision. Read on to learn more about the advantages of injection molding and how to get started.
Design factors
One of the most critical design factors for injection molded parts is the wall thickness. The wall thickness affects many key characteristics of the part, from its surface finish to its structural integrity. Proper consideration of this factor can prevent costly delays due to mold issues or mold modifications. To avoid this problem, product designers must carefully consider the functional requirements of the part to determine the minimum and nominal wall thickness. In addition, they must also consider acceptable stress levels, since parts with excessively thin walls may require excessive plastic pressure and may create air traps.
Another factor to consider when designing a part is its ejection and release capabilities. If the part is released from the mold, the tools should be able to slide the plastic out. Injection molds usually have two sides, one of which is ejectable, and another that remains in the mold. In some cases, special features are required to prevent part release, such as a ramp or a gusset. These design features can increase the design flexibility, but they can also increase the cost of the mold.
When designing injection molded parts, the engineering team first determines the key design elements. These elements will make sure the injection process goes as smoothly as possible. This includes factors like wall thickness, rib design, boss design, corner transition, and weld line, among others. The engineering team will then perform a design for manufacturability analysis and, if all is well, can start building and testing the mold.
Material compatibility
Several factors can affect material compatibility of injection molded parts. When molding plastic parts, it is important to choose a material that is compatible with the part’s intended purpose. Many injection molding processes require that the two main plastic materials used are compatible with each other. This is the case in overmolding and two-shot injection molding.
The material you use to make an injection molded part will significantly impact the tolerance of the finished product. This is why material selection is as important as the design of the part. Many types of plastic resins can be used for injection molding. In addition, many of these resins can be modified or strengthened by adding additives, fillers, and stabilizers. This flexibility allows product teams to tailor the material to achieve desired performance characteristics.
One of the most common thermoplastics is polypropylene. It is extremely durable and has good impact strength and moisture resistance. This material is also recyclable and does not react with food.
Tooling costs
One of the largest costs for manufacturing injection molded parts is tooling. For an OEM, tooling costs can range from $15K per part for a simple part to $500K for a mold with complex geometry. Tooling costs vary based on the type of steel used and the production volume of the part.
To get a reasonable estimate, companies should have a final design, preliminary design, and sample part to hand when requesting quotes. The dimensions and complexity of the cavity in a mold are crucial in determining the tooling cost, as are the part tolerances. Part tolerances are based on the area covered by the part and its functions within the mold.
The type of mold you need can also impact your tooling costs. Injection molding machines can accommodate many different kinds of molds. Some molds are made from a single mold, while others require multiple molds. Some molds can be complicated, making them unmanufacturable, which in turn drives up the cost of tooling.
The costs for tooling for injection molding are not well known, but they do add up quickly. Many product development teams tend to consider the cost of the injection molding process in terms of direct materials, machine time, and labor, but that cost model often fails to take into account additional components.
Surface finishes
 Surface finishes on injection molded parts are often used to mask defects, hide wear and tear, or enhance a product’s appearance. These finishes can also be useful when the product will come in contact with people’s hands. The surface texture you choose will depend on your desired functionality as well as the way you want to use the product. Generally, rougher textures provide better grip while masking minor molding imperfections. However, they can also make a product more difficult to release from the mold. This means that you may have to increase the draft angle of the mold. In order to get the best surface finish, the toolmaker and product designer must collaborate closely early in the design process.
Surface finishes on injection molded parts are often used to mask defects, hide wear and tear, or enhance a product’s appearance. These finishes can also be useful when the product will come in contact with people’s hands. The surface texture you choose will depend on your desired functionality as well as the way you want to use the product. Generally, rougher textures provide better grip while masking minor molding imperfections. However, they can also make a product more difficult to release from the mold. This means that you may have to increase the draft angle of the mold. In order to get the best surface finish, the toolmaker and product designer must collaborate closely early in the design process.
There are several different surface finishes that can be used for injection molded parts. One type is known as the B-grade finish, and is compatible with a wide variety of injection molding plastics. Another type of finish is called a stone polishing process, and is ideal for parts that have no aesthetic value.
Overhangs
The injection moulding industry refers to overhangs on injection molded parts as “undercuts,” and these can lead to design instability. To minimize undercuts, the design must be parallel to the part’s surface. If an undercut is present, a zigzag parting line can be used.
The overhang is typically a few millimeters shorter than the surface of the mold. It is generally made from a lower-cost plastic material than the part’s surface area. The material used for the overhang should have sufficient strength to fulfill its function. An overhang will also help to prevent the piece from deforming or cracking.
Injection molding can create overhangs around the perimeter of a part. Overhangs are not always necessary; they can be added to parts as desired. Adding an overhang, however, will add substantial tooling costs. As a result, it is better to minimize the overall thickness of a design. However, in some cases an overhang can be useful to make the part look more attractive.
For parts with complex geometries, there are a few options for overhangs. Some manufacturers use side-action molds to form more complex shapes.
CNC machining
CNC machining of injection molded parts is a process that helps manufacturers achieve precise surfaces and shapes for their products. This process typically begins with the milling of the tooling, which is typically made of aluminum or steel. This tooling is then placed in a CNC mill. This machine carves the negative of the final plastic part, making it possible to achieve specific surface finishes. The process can be adapted to create a part with a complex structure or special features.
CNC machining allows the manufacturer to produce high-performance parts. This is possible because MIM parts do not experience induced stresses or internal pressure during the manufacturing process. Furthermore, the parts produced by MIM are more durable than CNC parts. Despite their advantages, CNC machining has its limitations, especially when it comes to design freedom and intricacy. This factor is largely dependent on the software used by the manufacturer or designer.
One drawback of CNC machining is its higher cost. Compared to injection molding, CNC machining is more expensive per part. The reason is that the initial mold cost is relatively high and is spread over a large number of parts. Once the injection molding process has been completed, the cost of the parts produced by this process becomes more competitive with those produced by machined parts. However, the cost gap increases with the volume of parts produced. This cost crossover generally occurs in quantities of at least 100 parts and can reach a maximum of 5000 parts.
Production volume
 The production volume of injection molded parts varies depending on the material being used. Large volumes of parts are expensive to produce, while small quantities can be produced for low cost. Injection molding requires a precise mold, which is CNC-machined from tool steel or aluminum. The mold has a negative of the part that is injected, a runner system, and internal water cooling channels to aid in cooling the part. Recent advances in 3D printing materials have made it possible to produce molds for low-volume injection molding. Previously, this was not financially viable due to the high cost of traditional mold making.
The production volume of injection molded parts varies depending on the material being used. Large volumes of parts are expensive to produce, while small quantities can be produced for low cost. Injection molding requires a precise mold, which is CNC-machined from tool steel or aluminum. The mold has a negative of the part that is injected, a runner system, and internal water cooling channels to aid in cooling the part. Recent advances in 3D printing materials have made it possible to produce molds for low-volume injection molding. Previously, this was not financially viable due to the high cost of traditional mold making.
A mold is used to produce plastic parts. The molding process is very fast, with each cycle taking anywhere from 30 seconds to 90 seconds. After a part is molded, it is removed from the mold and placed on a holding container or conveyor belt. Injection molded parts are generally ready for use right away and require minimal post-processing. Injection molded parts have a similar design to a photograph, since the geometry is directly transferred to the part’s surface texture.
When selecting a plastic mold, it is important to determine the volume that the part will be produced at. If the volume is low, softer plastics may be used. However, as the part is molded over, its performance characteristics may degrade. In low-volume production, it is important to consider the overall complexity of the part. This includes the part’s draft, wall thickness, and surface finish.
editor by CX 2023-06-08
China OEM Farm Machinery Agricultural Machinery Tractor Cultivator Harvester and Separator Spare Parts Cast Iron Machine Piece Parts with Best Sales
Solution Description
1
Name: farm machinery agricultural machinery tractor cultivator harvester and separator spare elements cast iron machine piece parts
Substance: Casting Iron or Metal
Min purchase: 1000 pcs
Packing: export normal packing
Tailored manufacturing is available as your drawings or sample.
2
About quality
We insist that the survival of the organization should depend on the merchandise quality continuous improvement, without having which we can’t endure for lengthy.
Our solution top quality manage system
Top quality control involves the inspection and control of incoming components, manufacturing method and finished goods.
one Firstly, metallurgical microscope analysis is done on randomly sampled incoming materials to guarantee that the chemical composition satisfies the production needs.
2 Then, for the duration of the production method, there are QC staff to conduct timely place checks to guarantee that the merchandise is cost-free of defects during the producing method and to coordinate and managing of any abnormal quality problems that may crop up.
three The closing stage in the production approach is a magnetic particle detector for metal areas to detect hidden cracks or other defects.
4 All the finished steel components is sampled in proportion and sent to the laboratory for numerous mechanical home tests and dimensional measurements, and the floor quality is manually one hundred% inspected.
5 About the good quality management program, we strictly have out method administration in accordance with ISO9001 and TS16949 quality standards and 5S lean manufacturing management is implemented on the creation web site.
3
Our Positive aspects:
Brand name
Our father or mother business, HiHangZhou Group, is a entire world-renowned high-conclude machinery production company with forty domestic subsidiaries and branches and 8 international manufacturing crops. Has prolonged-term encounter and very good popularity in cooperation with entire world-renowned enterprises.
Technology
We have a complete generation method and equipment study and growth capabilities for ferrous metals forming. More than 25 a long time of creation knowledge in forging tools and casting equipment manufacturers, make us much more thoroughly get all the efficiency of each equipment. One particular-third of our firm’s personnel are technician and R&D personnel, guaranteeing that substantial-high quality products are created with higher performance.
Support
We can provide personalized and standard production services with numerous manufacturing approach integrations. The high quality and shipping and delivery of goods can be totally certain, and the ability to converse speedily and efficiently.
Culture
The exclusive corporate lifestyle can give total engage in to the prospective of individuals and supply a sturdy vitality for the sustainable advancement of the firm.
Social responsibility
Our business strictly implements reduced-carbon environmental safety, power-conserving and emission-reduction generation, and is a benchmark company in regional location.
5
Business Culture
Our Vision
To turn into 1 of the foremost companies
Our Mission
To become a system for workers to comprehend their dream
To turn into 1 of the transforming and upgrading pacemaker of Chinese enterprises
To established the national makes with satisfaction
Our Belief
Strive to develop the business into an perfect system for entrepreneurs to understand their self-worth and contribute to the society
Values
Improvement is innovation, every person can innovate
innovation impressed and failures tolerated
4
FAQ
one.
Q: Are you a trading firm or a manufacturer?
A: Obviously we are a manufacturer of forging merchandise, casting goods and also have a substantial level of machining capabilities.
2.
Q: What sequence items do your have?
A: We are largely engaged in forming processing of ferrous metals, like processing by casting , forging and machining. As you know, such machinery parts can be observed in various industries of products producing.
three
Q: Do you give samples? is it free of charge?
A: Yes, we commonly provide samples in accordance to the traditional practice, but we also require buyers to supply a freight shell out-by-account number to present mutual sincerity of cooperation.
4
Q: What is your least purchase amount?
A: Sure, we need all worldwide orders to have an bare minimum order quantity. The amount is up to the actual items function or house these kinds of as the substance, bodyweight, design and so on.
5
Q: What is the lead time?
A: Normally our forging items and casting goods need to have to make new dies or molds, the time of producing new dies or molds and samples inside of 30-forty five days, and the large batch production time in 30-45 days. it really is also in accordance to the elements structural complexity and quantity.
six
Q: What sorts of payment approaches do you acknowledge?
A: You can make the payment by T/T or L/C. 30% deposit in advance, 70% stability against the copy of B/L.
Certification
| Process | Sand Casting and CNC machining | ||||||
| Material | Grey Iron , Ductile Iron, Carbon Steel | ||||||
| Weight | 0.1Kgs~100Kgs | ||||||
| Testing instrument | composition testing | Spectrometer, Metallographic microscope | |||||
| Performance testing | Hardness tester, Tensile testing machine | ||||||
| Size Measuring | Vernier Caliper, Depth Caliper, feeler gauge,Thread Gauge , Height Gauge | ||||||
| Roughness | Ra0.8~Ra6.3 | ||||||
| Machining Equipment | CNC Center , CNC Machines, Turning, Drilling, Milling, Boring machine,Grinding Machines, | ||||||
| Wire EDM,Laser Cutting&Welding, Plasma Cutting &Welding, EDM etc. | |||||||
| Quality control | Sampling inspection of raw materials and semi-finished products, 100% Inspection of finished products | ||||||
| Surface Treatment | Sand Blast , Painting, Powder Coating, Galvanized , Hot Galvanized | ||||||
| Production Capacity | 60000T / Years | ||||||
| Lead Time | Normally 30 – 45 Days. | ||||||
| Payment Terms | T/T , L/C | ||||||
| Material Standard | ASTM , AISI , DIN , BS, JIS, GB, | ||||||
| Certification | ISO9001:2008, IATF16949:2016 | ||||||
| Process | Sand Casting and CNC machining | ||||||
| Material | Grey Iron , Ductile Iron, Carbon Steel | ||||||
| Weight | 0.1Kgs~100Kgs | ||||||
| Testing instrument | composition testing | Spectrometer, Metallographic microscope | |||||
| Performance testing | Hardness tester, Tensile testing machine | ||||||
| Size Measuring | Vernier Caliper, Depth Caliper, feeler gauge,Thread Gauge , Height Gauge | ||||||
| Roughness | Ra0.8~Ra6.3 | ||||||
| Machining Equipment | CNC Center , CNC Machines, Turning, Drilling, Milling, Boring machine,Grinding Machines, | ||||||
| Wire EDM,Laser Cutting&Welding, Plasma Cutting &Welding, EDM etc. | |||||||
| Quality control | Sampling inspection of raw materials and semi-finished products, 100% Inspection of finished products | ||||||
| Surface Treatment | Sand Blast , Painting, Powder Coating, Galvanized , Hot Galvanized | ||||||
| Production Capacity | 60000T / Years | ||||||
| Lead Time | Normally 30 – 45 Days. | ||||||
| Payment Terms | T/T , L/C | ||||||
| Material Standard | ASTM , AISI , DIN , BS, JIS, GB, | ||||||
| Certification | ISO9001:2008, IATF16949:2016 | ||||||
What Are Worm Gears and Worm Shafts?
If you’re looking for a fishing reel with a worm gear system, you’ve probably come across the term ‘worm gear’. But what are worm gears and worm shafts? And what are the advantages and disadvantages of worm gears? Let’s take a closer look! Read on to learn more about worm gears and shafts! Then you’ll be well on your way to purchasing a reel with a worm gear system.
worm gear reducers
Worm shaft reducers have a number of advantages over conventional gear reduction mechanisms. First, they’re highly efficient. While single stage worm reducers have a maximum reduction ratio of about five to sixty, hypoid gears can typically go up to a maximum of one hundred and twenty times. A worm shaft reducer is only as efficient as the gearing it utilizes. This article will discuss some of the advantages of using a hypoid gear set, and how it can benefit your business.
To assemble a worm shaft reducer, first remove the flange from the motor. Then, remove the output bearing carrier and output gear assembly. Lastly, install the intermediate worm assembly through the bore opposite to the attachment housing. Once installed, you should carefully remove the bearing carrier and the gear assembly from the motor. Don’t forget to remove the oil seal from the housing and motor flange. During this process, you must use a small hammer to tap around the face of the plug near the outside diameter of the housing.
Worm gears are often used in reversing prevention systems. The backlash of a worm gear can increase with wear. However, a duplex worm gear was designed to address this problem. This type of gear requires a smaller backlash but is still highly precise. It uses different leads for the opposing tooth face, which continuously alters its tooth thickness. Worm gears can also be adjusted axially.
worm gears
There are a couple of different types of lubricants that are used in worm gears. The first, polyalkylene glycols, are used in cases where high temperature is not a concern. This type of lubricant does not contain any waxes, which makes it an excellent choice in low-temperature applications. However, these lubricants are not compatible with mineral oils or some types of paints and seals. Worm gears typically feature a steel worm and a brass wheel. The brass wheel is much easier to remodel than steel and is generally modeled as a sacrificial component.
The worm gear is most effective when it is used in small and compact applications. Worm gears can greatly increase torque or reduce speed, and they are often used where space is an issue. Worm gears are among the smoothest and quietest gear systems on the market, and their meshing effectiveness is excellent. However, the worm gear requires high-quality manufacturing to perform at its highest levels. If you’re considering a worm gear for a project, it’s important to make sure that you find a manufacturer with a long and high quality reputation.
The pitch diameters of both worm and pinion gears must match. The two worm cylinders in a worm wheel have the same pitch diameter. The worm wheel shaft has two pitch cylinders and two threads. They are similar in pitch diameter, but have different advancing angles. A self-locking worm gear, also known as a wormwheel, is usually self-locking. Moreover, self-locking worm gears are easy to install.
worm shafts
The deflection of worm shafts varies with toothing parameters. In addition to toothing length, worm gear size and pressure angle, worm gear size and number of helical threads are all influencing factors. These variations are modeled in the standard ISO/TS 14521 reference gear. This table shows the variations in each parameter. The ID indicates the worm shaft’s center distance. In addition, a new calculation method is presented for determining the equivalent bending diameter of the worm.
The deflection of worm shafts is investigated using a four-stage process. First, the finite element method is used to compute the deflection of a worm shaft. Then, the worm shaft is experimentally tested, comparing the results with the corresponding simulations. The final stage of the simulation is to consider the toothing geometry of 15 different worm gear toothings. The results of this step confirm the modeled results.
The lead on the right and left tooth surfaces of worms is the same. However, the lead can be varied along the worm shaft. This is called dual lead worm gear, and is used to eliminate play in the main worm gear of hobbing machines. The pitch diameters of worm modules are equal. The same principle applies to their pitch diameters. Generally, the lead angle increases as the number of threads decreases. Hence, the larger the lead angle, the less self-locking it becomes.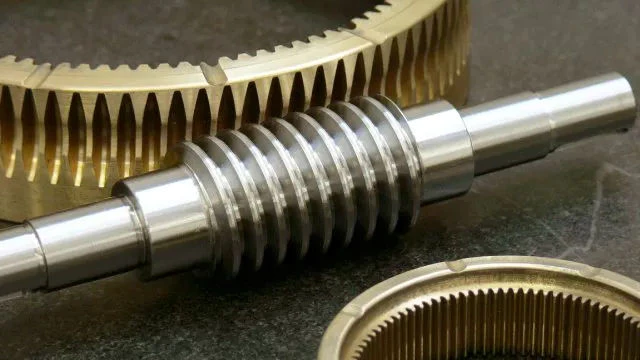
worm gears in fishing reels
Fishing reels usually include worm shafts as a part of the construction. Worm shafts in fishing reels allow for uniform worm winding. The worm shaft is attached to a bearing on the rear wall of the reel unit through a hole. The worm shaft’s front end is supported by a concave hole in the front of the reel unit. A conventional fishing reel may also have a worm shaft attached to the sidewall.
The gear support portion 29 supports the rear end of the pinion gear 12. It is a thick rib that protrudes from the lid portion 2 b. It is mounted on a bushing 14 b, which has a through hole through which the worm shaft 20 passes. This worm gear supports the worm. There are two types of worm gears available for fishing reels. The two types of worm gears may have different number of teeth or they may be the same.
Typical worm shafts are made of stainless steel. Stainless steel worm shafts are especially corrosion-resistant and durable. Worm shafts are used on spinning reels, spin-casting reels, and in many electrical tools. A worm shaft can be reversible, but it is not entirely reliable. There are numerous benefits of worm shafts in fishing reels. These fishing reels also feature a line winder or level winder.
worm gears in electrical tools
Worms have different tooth shapes that can help increase the load carrying capacity of a worm gear. Different tooth shapes can be used with circular or secondary curve cross sections. The pitch point of the cross section is the boundary for this type of mesh. The mesh can be either positive or negative depending on the desired torque. Worm teeth can also be inspected by measuring them over pins. In many cases, the lead thickness of a worm can be adjusted using a gear tooth caliper.
The worm shaft is fixed to the lower case section 8 via a rubber bush 13. The worm wheel 3 is attached to the joint shaft 12. The worm 2 is coaxially attached to the shaft end section 12a. This joint shaft connects to a swing arm and rotates the worm wheel 3.
The backlash of a worm gear may be increased if the worm is not mounted properly. To fix the problem, manufacturers have developed duplex worm gears, which are suitable for small backlash applications. Duplex worm gears utilize different leads on each tooth face for continuous change in tooth thickness. In this way, the center distance of the worm gear can be adjusted without changing the worm’s design.
worm gears in engines
Using worm shafts in engines has a few benefits. First of all, worm gears are quiet. The gear and worm face move in opposite directions so the energy transferred is linear. Worm gears are popular in applications where torque is important, such as elevators and lifts. Worm gears also have the advantage of being made from soft materials, making them easy to lubricate and to use in applications where noise is a concern.
Lubricants are necessary for worm gears. The viscosity of lubricants determines whether the worm is able to touch the gear or wheel. Common lubricants are ISO 680 and 460, but higher viscosity oil is not uncommon. It is essential to use the right lubricants for worm gears, since they cannot be lubricated indefinitely.
Worm gears are not recommended for engines due to their limited performance. The worm gear’s spiral motion causes a significant reduction in space, but this requires a high amount of lubrication. Worm gears are susceptible to breaking down because of the stress placed on them. Moreover, their limited speed can cause significant damage to the gearbox, so careful maintenance is essential. To make sure worm gears remain in top condition, you should inspect and clean them regularly.
Methods for manufacturing worm shafts
A novel approach to manufacturing worm shafts and gearboxes is provided by the methods of the present invention. Aspects of the technique involve manufacturing the worm shaft from a common worm shaft blank having a defined outer diameter and axial pitch. The worm shaft blank is then adapted to the desired gear ratio, resulting in a gearbox family with multiple gear ratios. The preferred method for manufacturing worm shafts and gearboxes is outlined below.
A worm shaft assembly process may involve establishing an axial pitch for a given frame size and reduction ratio. A single worm shaft blank typically has an outer diameter of 100 millimeters, which is the measurement of the worm gear set’s center distance. Upon completion of the assembly process, the worm shaft has the desired axial pitch. Methods for manufacturing worm shafts include the following:
For the design of the worm gear, a high degree of conformity is required. Worm gears are classified as a screw pair in the lower pairs. Worm gears have high relative sliding, which is advantageous when comparing them to other types of gears. Worm gears require good surface finish and rigid positioning. Worm gear lubrication usually comprises surface active additives such as silica or phosphor-bronze. Worm gear lubricants are often mixed. The lubricant film that forms on the gear teeth has little impact on wear and is generally a good lubricant.

